Multiple choice question for engineering
Set 1
1. Which of the following is not a source of moulding sand?
a) Sea
b) Lakes
c) Desert
d) Forests
Answer
Answer: d [Reason:] There are a variety of soils which can be found in forests. But the soils found there cannot be used for casting purposes. Hence forests are not a source for finding moulding sand, whereas sea, lakes and deserts are a source of finding them.
2. Which of the following is not a type of moulding sand?
a) Red sand
b) Natural sand
c) Synthetic sand
d) Loam sand
Answer
Answer: a [Reason:] Red sand is not counted among the moulding sands, whereas natural sand, synthetic sand and loam sand are various other types of moulding sand, which can be effectively used for casting processes.
3. What is the percentage composition of clay in natural sand?
a) 22-31%
b) 3-10%
c) 5-20%
d) 18-29%
Answer
Answer: c [Reason:] In natural sands, the percentage composition of clay is approximately 5-20% as the binding material. If the percentage composition is less than that like 3 to 10%, then the binding action will not take place effectively.
4. What is the percentage composition of water in natural sands?
a) 2-4%
b) 5-8%
c) 6-9%
d) 10-13%
Answer
Answer: b [Reason:] Water is an important agent used in sands, but its composition should be inside the desired range. The percentage composition of water in natural sands is around 5-8% for mixing before making a mould.
5. What is mixed with natural sand to make it a semisynthetic sand?
a) Bentonite
b) Barelelne
c) Cubane
d) Prismane
Answer
Answer: a [Reason:] The addition of a material like bentonite in its sand form, is because of the need to enhance the sand properties. Bentonite is mixed with natural sand to make it semisynthetic sand and thus improving its properties.
6. Which sand is used for casting cast irons and non-ferrous metals?
a) Loam Sand
b) Natural Sand
c) Synthetic Sand
d) Refractory sand grain
Answer
Answer: b [Reason:] For casting iron and non-ferrous metals, natural sand is used. The loam sand, the synthetic sand and the refractory grain sand do not play any role in casting them.
7. Natural sands are economical than synthetic sands.
a) True
b) False
Answer
Answer: a [Reason:] In natural sands, the amount of availability of it is quite abundant, also, there need not be much of further operations on the natural sands unlike synthetic sands. Natural sands involve a much lesser cost as compared to synthetic sands, as lesser control is needed there.
8. What is amount of clay content in Loam sand?
a) 30%
b) 40%
c) 50%
d) 60%
Answer
Answer: c [Reason:] Clay content in loam sand is relatively more than that of in natural sand. Also, the amount of humid content or the levels of water too in loam sand would be differing similarly. The clay content in loam sand is around 50%.
9. Which sand is used for making ferrous and non-ferrous alloys?
a) Natural sand
b) Synthetic sand
c) Loam sand
d) Refractory sand grain
Answer
Answer: b [Reason:] Natural sands are used for casting ferrous and non-ferrous metals while synthetic sands are used for casting ferrous and non-ferrous alloys.
10. A general loam sand mixture contains how many volumes of silica?
a) 10
b) 20
c) 30
d) 40
Answer
Answer: b [Reason:] In a general loam sand, the misture is found to contain a decently good amount of clay content in it. A general loam sand mixture contains 20 volumes of silica, moisture of 20% and manure 1 volume.
11. The figure below shows which foundry sand grain shape?
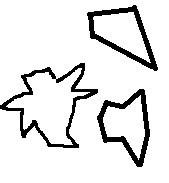
a) Round
b) Sub angular
c) Angular
d) Compound
Answer
Answer: c [Reason:] Foundry sand grain is categorised into four types which are, round type, sub-angular type, angular type and compound type. This figure here, depicts angular sand grain.
12. The figure below shows which foundry sand grain shape?
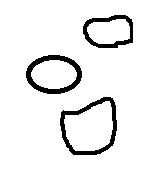
a) Round
b) Sub angular
c) Angular
d) Compound
Answer
Answer: a
13. Round grain has higher permeability than angular grains.
a) True
b) False
Answer
Answer: a [Reason:] Round grains do not have a better bond and possess lesser strength. Round grain has higher permeability than angular strength.
14. The figure below shows which foundry sand grain shape?
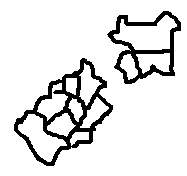
a) Round
b) Sub angular
c) Angular
d) Compound
Answer
Answer: d
Set 2
1. What is the minimum pressure required in a compression molding process?
a) 0.5 MPa
b) 1 MPa
c) 1.5 MPa
d) 2 MPa
Answer
Answer: a [Reason:] Processing of thermosetting plastics is classified as, compression molding and transfer molding. The minimum pressure that is required for the complete operation of compression molding is 0.5 MPa.
2. What is the minimum temperature required in a compression molding process?
a) 120°C
b) 125°C
c) 130°C
d) 135°C
Answer
Answer: b
3. What is the maximum pressure required in a compression molding process?
a) 35 MPa
b) 40 MPa
c) 45 MPa
d) 50 MPa
Answer
Answer: d [Reason:] The maximum pressure that is required for the complete operation of compression molding is 50 MPa.
4. What is the maximum temperature required in a compression molding process?
a) 240°C
b) 245°C
c) 250°C
d) 255°C
Answer
Answer: c [Reason:] Processing of thermosetting plastics is classified as, compression molding and transfer molding. The maximum temperature that is required for the complete operation of compression molding is 250°C.
5. In compression molding, the curing time does not depend on which of the following factors?
a) Material
b) Curing temperature
c) Geometry
d) Thickness
Answer
Answer: b [Reason:] When there has to be molding done for thermosetting materials, mainly compression molding is preferred. While doing this, curing has to be done. The time needed for curing depends on the material used, geometry and thickness of the material.
6. What is the maximum curing time required in a compression molding process?
a) 2 minutes
b) 3 minutes
c) 4 minutes
d) 5 minutes
Answer
Answer: d [Reason:] The maximum curing time that is required for the complete operation of compression molding is 5 minutes.
7. What is the minimum curing time required in a compression molding process?
a) 0.4 minutes
b) 0.5 minutes
c) 0.6 minutes
d) 0.7 minutes
Answer
Answer: b [Reason:] The minimum curing time that is required for the complete operation of compression molding is 0.5 minutes.
8. What is the maximum pressure required in a transfer molding process?
a) 80 MPa
b) 90 MPa
c) 100 MPa
d) 120 MPa
Answer
Answer: c [Reason:] Processing of thermosetting plastics is classified as, compression molding and transfer molding. The maximum pressure that is required for the complete operation of transfer molding is 100 MPa.
9. What is the minimum pressure required in a transfer molding process?
a) 20 MPa
b) 40 MPa
c) 50 MPa
d) 70 MPa
Answer
Answer: a [Reason:] The maximum pressure that is required for the complete operation of transfer molding is 20 MPa.
10. Speed of production in transfer molding is higher than that of compression molding?
a) True
b) False
Answer
Answer: a [Reason:] It is counted among one of the advantages of transfer molding over compression molding that the speed of production is quiet higher. Not just that, but the maintenance in transfer molding too is lower than compression molding.
Set 3
1. The impurities are burnt from which material in an open hearth furnace to produce steel?
a) Cast iron
b) Gray iron
c) Pig iron
d) Copper
Answer
Answer: c [Reason:] The materials such as high carbon content or other impurities which are present inside the pig iron are burnt in order to obtain steel.
2. Open hearth process did not allow the steel to be in contact with which gas?
a) Nitrogen
b) Helium
c) Carbon dioxide
d) Neon
Answer
Answer: a [Reason:] The contact of steel with the nitrogen gas causes the steel to become brittle. This was one of the difficulties which was later overcome by open hearth furnace.
3. What is the minimum capacity of an open hearth furnace in steel foundries?
a) 5 tons
b) 4 tons
c) 6 tons
d) 3 tons
Answer
Answer: a [Reason:] Open hearth process was primarily used only for steel making, it was later brought to use in steel foundries. The minimum capacity of open hearth furnace in steel foundries is 5 tons.
4. Which of the following is not charged in the open hearth furnace?
a) Scrap metal
b) Flux
c) Pig iron
d) White iron
Answer
Answer: d [Reason:] In an open hearth furnace, the scrap metal, flux and the pig iron are charged through the charging doors. But, white iron is not charged into the open hearth furnace.
5. What is the maximum capacity of an open hearth furnace in steel foundries?
a) 250 tons
b) 100 tons
c) 160 tons
d) 130 tons
Answer
Answer: b
6. Which material is applied to the hearth if the process is acidic?
a) Silica
b) Dolomite
c) Silicon monoxide
d) Xenon di fluoride
Answer
Answer: a [Reason:] In an open hearth furnace, there is a large basin which is called as hearth furnace. If the operation is going to be acidic, there is a lining of silica provided to the hearth.
7. Which of the following is not used as a fuel in an open hearth furnace?
a) Atomised oil
b) Natural gas
c) Peat
d) Producer gas
Answer
Answer: c [Reason:] Only gaseous fuels are used for the burning process in an open hearth furnace. Peat is a very basic form of coal and cannot be used as a fuel here.
8. Open hearth furnace is a faster operation process than oxygen furnace.
a) True
b) False
Answer
Answer: b [Reason:] The open hearth furnace had this as one of its limitations, that the process was time consuming. It took more time than basic oxygen furnace and electric arc furnace.
9. Which material is applied to the hearth if the process is basic?
a) Silica
b) Dolomite
c) Silicon monoxide
d) Xenon di fluoride
Answer
Answer: b
10. Only acid lined furnace depend on type of steel to be produced?
a) True
b) False
Answer
Answer: b [Reason:] Acid lined furnace as well as basic lined furnace in the hearth depend upon the type of steel to be manufactured and the type of metal charge.
Set 4
1. A pattern is generally made up from how many pieces?
a) 1
b) 2-3
c) 4-5
d) 6
Answer
Answer: b [Reason:] A pattern is basically a duplicate of the object that we intend to cast. Patterns can be made up of wood, plastics or metals. A pattern is generally made up of two or three pieces, whereas it is casting which is in one piece.
2. How does pattern vary in size with casting?
a) Pattern is larger in size
b) Casting is larger in size
c) Both have same size
d) Size depends on other factors
Answer
Answer: a [Reason:] Patterns are duplicates of the objects we desire to cast. These patterns can be made up of plastics, metals or wood. A pattern is slightly larger in size as compared to casting, because a pattern carries various allowances and the core prints.
3. A pattern carries which allowance for internal and external surfaces?
a) Shrinkage allowance
b) Machining allowance
c) Distortion allowance
d) Draft allowance
Answer
Answer: d [Reason:] Draft allowance is also known by the name of tapering allowance, as the diameter of the cast goes on increasing in a trapezoidal shape from the bottom. A pattern has a draft allowance of order of 1 and 3 degrees for external and internal surfaces respectively.
4. What is draft allowance also known as?
a) Shake allowance
b) Contraction allowance
c) Taper Allowance
d) Rapping Allowance
Answer
Answer: c
5. Machining allowance does not depend on which of the following factor?
a) Solidifying contraction
b) Machining method
c) Shape and size of casting
d) Casting method
Answer
Answer: a [Reason:] Machining allowance does not depend on solidifying contraction as, it is one of the form of shrinkage allowance. But, machining allowance depends on remaining other factors.
6. How much does the distortion allowance vary?
a) 1mm to 10mm
b) 2mm to 20mm
c) 1mm to 15mm
d) 2mm to 15mm
Answer
Answer: b [Reason:] In distortion allowance, the amount goes on to vary from 2mm to 20mm. This allowance depends on the shape of the casting that is being used. It also depends on the size of the cast and the material that is being employed for the casting.
7. Shrinkage allowance does not depend on which of the following factor?
a) Moulding method
b) Casting dimension
c) Pouring temperature of molten metal
d) Amount of finish required
Answer
Answer: d [Reason:] Shrinkage allowance does not depend on amount of finish required. The amount of finish needed on the machining portion is a factor on which Machining allowance depends. Shrinkage allowance depends on all other remaining factors.
8. Ferrous metals need more allowance than non-ferrous metals.
a) True
b) False
Answer
Answer: a [Reason:] Ferrous metals have dimensions on casting which have larger size to provide stock than the dimensions of casting of the non-ferrous metals.
9. A pattern is shaken by striking it with wooden piece. A negative allowance is provided for this. Which allowance is it?
a) Machining Allowance
b) Rapping Allowance
c) Distortion Allowance
d) Contraction Allowance
Answer
Answer: b [Reason:] In rapping or shake allowance, the pattern is taken out of the mould and it is rapped or shaken, so as to free it from the adjoining sand. Due to this, there may be a little increase in the size of the mould cavity.
10. The following figure depicts which allowance?
a) Machining Allowance
b) Shrinkage Allowance
c) Draft Allowance
d) Shake Allowance

Answer
Answer: c [Reason:] The pattern is being taken out of the mould without the mould cavity getting damaged. The pattern is having a tapered shape, that is, it has a tapering allowance. Tapering allowance is also called as draft allowance. Hence, this figure depicts draft allowance.
Set 5
1. While imparting colours to the patterns, which colour scheme is followed?
a) Indian
b) American
c) Australian
d) Britain
Answer
Answer: b [Reason:] Colours are imparted to the patterns for recognising different parts and has many other advantages. During impartation certain colours and shades to the pattern, it is the American colour scheme that is followed.
2. Which of the following reason is not valid for pattern colouring?
a) Identification of main body
b) Visualising the to be machined surface
c) Indication of the type of metal
d) Locating parting surface
Answer
Answer: d [Reason:] Locating pattern surface is one of the steps of pattern construction, whereas the identification of the main body, visualising the, to be machined surface and indication of the type of metal are the reasons as to why a pattern is imparted colour.
3. Green colour is used for machined cast surface.
a) True
b) False
Answer
Answer: b [Reason:] Green colour is not given to any of the casting surfaces. Cast surfaces which are yet to be machined are imparted with red colour. Green colour, as a matter of fact, is not provided to any pattern.
4. Which colour is given to the cast surfaces which are to be left not-machined?
a) Red
b) Blue
c) Black
d) Yellow
Answer
Answer: c [Reason:] Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, black colour is to be given for cast surface left to be not-machined.
5. Which colour is given to loose pieces and seatings?
a) Red strip on yellow base
b) Yellow strip on red base
c) Black strip on yellow base
d) Yellow strip on black base
Answer
Answer: a [Reason:] Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, red strip on yellow base is to be given for loose pieces and seatings.
6. Which colour is given to core prints seats?
a) Red
b) Blue
c) Yellow
d) Black
Answer
Answer: c [Reason:] Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, yellow colour is to be given for core print seats.
7. Which colour is given to stop-offs or supports?
a) Yellow strip on black background
b) Red strip on yellow background
c) Black strip on yellow background
d) Yellow strip on red background
Answer
Answer: c [Reason:] Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, black strip on a yellow background is to be given for Stop-offs or the supports.
8. Which colour is given to parting surfaces?
a) Red
b) Black
c) Yellow
d) No colour
Answer
Answer: d [Reason:] Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, no colour is to be given for parting surfaces, that is, it has to be kept clear.
9. Which colour is provided on core prints for machined openings?
a) Black strips on yellow background
b) Yellow strips on black background
c) Red strips on yellow background
d) Yellow strips on black background
Answer
Answer: b [Reason:] Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, yellow strips on black background is to be given for machined openings of core prints.
10. Which colour is given for surfaces, yet to be machined in cast surface?
a) Red
b) Black
c) Yellow
d) No colour
Answer
Answer: a [Reason:] Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, red colour is to be given for casting surfaces yet to be machined.
11. Pattern surfaces have black colour.
a) True
b) False
Answer
Answer: b [Reason:] Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, pattern surfaces do not have any colour at all.