Multiple choice question for engineering
Set 1
1. In a multiple V- belt drive, when a single belt is damaged, it is preferable to change the complete set to
a) reduce vibration
b) reduce slip
c) ensure uniform loading
d) ensure proper alignment
Answer
Answer: c [Reason:] For uniform loading it is better to change the complete set of V-belt drive.
2. In a multiple V- belt drive, all the belts should stretch at the same rate.
a) True
b) False
Answer
Answer: a [Reason:] It may be noted that in multiple V-belt drive, all the belts should stretch at the same rate so that the load is equally divided between them.
3. The ratio of the driving tensions for V-belts is _____________ times that of flat belts.
a) sin β
b) cos β
c) cosec β
d) sec β
Answer
Answer: c
4. The ratio of driving tensions for rope drive is same as that of V-belt drive.
a) True
b) False
Answer
Answer: a
5. Creep in belt drive is due to
a) weak material of the belt
b) weak material of the pulley
c) uneven extensions and contractions of the belt when it passes from tight side to slack side
d) expansion of the belt
Answer
Answer: c
6. The centrifugal tension in belts
a) increases power transmitted
b) decreases power transmitted
c) have no effect on power transmitted
d) increases power transmitted upto a certain speed and then decreases
Answer
Answer: c [Reason:] In a high speed flat belt transmission, it would probably help. It is unlikely to add any significant power transmission in V- belts, as they rely on the wedging action of the belts in the pulley grooves. As the need for greater power transmission increases in a V- belt drive, the belts wedge harder into the pulleys, to respond.
7. When the belt is stationary, it is subjected to some tension known as initial tension. The value of this tension is equal to the
a) tension in the tight side of the belt
b) tension in the slack side of the belt
c) sum of the tensions on the tight side and slack side of the belt
d) average tension of the tight side and slack side of the belt
Answer
Answer: d
8. A pulley is connected to a power transmission shaft of diameter d by means of a rectangular sunk key of width w and length l. The width of the key is taken as d/4. For full power transmission, the shearing strength of the key is equal to the torsional shearing strength of the shaft. The ratio of the length of the key to the diameter of the shaft (l/d) is
a) п/4
b) п/6
c) п/2
d) п
Answer
Answer: a [Reason:] п/16 x ss x d3 = l x d/4 x ss x d/2
or, l/d = п/2.
Set 2
1. Which of the following is produced by Novalak – acid system?
a) Ketone
b) Carboxylic acid
c) Ester
d) Aldehyde
Answer
Answer: d [Reason:] The novalak – acid system produces formaldehyde, which by the name suggests is an aldehyde and methanol while production of cores.
2. The novalak – acid system needs what temperature conditions?
a) 15°C – 25°C
b) 25°C – 35°C
c) 35°C – 45°C
d) 45°C – 55°C
Answer
Answer: c [Reason:] The novalak – acid system needs to be operated in between the temperature range of 35°C – 45°C. When this system gets operated in these temperature ranges, it is observed to yield best results.
3. Which of the following is not a casting performance of phenolic – urethane cores?
a) Moderate hot strength
b) Good hardenability
c) Surface finish
d) Low nitrogen level
Answer
Answer: b [Reason:] Under casting performance of phenolic – urethane cores, having good hardenability does not come under it.
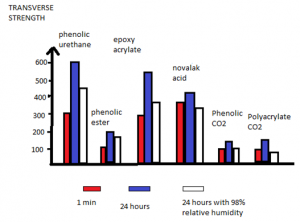
4. In the given figure, phenolic urethane has what kind of a performance in transverse strength?
a) Good performance
b) Moderate performance
c) Poor performance
d) Did not perform
Answer
Answer: a [Reason:] In the given figure, phenolic urethane has shown a good performance in transverse strength. The first column is indicating the answer here.
5. In the given figure, Epoxy-acrylate has what kind of a performance in transverse strength?
a) Good performance
b) Moderate performance
c) Poor performance
d) Did not perform
Answer
Answer: a [Reason:] In the given figure, epoxy-acrylate has shown a decently good performance in transverse strength. For epoxy acrylate, one may look at the second column.
6. In the given figure, novalak-acid has what kind of a performance in transverse strength?
a) Good performance
b) Moderate performance
c) Poor performance
d) Did not perform
Answer
Answer: a [Reason:] Novalak-acid, in the given figure has shown a good performance in transverse strength. For novalak-acid system, the column 4 can be considered.
7. In the given figure, alkaline-phenolic has what kind of a performance in transverse strength?
a) Good performance
b) Moderate performance
c) Poor performance
d) Did not perform
Answer
Answer: b
8. In the given figure, alkaline phenolic – CO2 cured has what kind of a performance in transverse strength?
a) Good performance
b) Moderate performance
c) Poor performance
d) Did not perform
Answer
Answer: c [Reason:] In the given figure, alkaline phenolic-CO2 cured, has shown a poor performance in transverse strength.
9. In the given figure, polyacrylate – CO2 cured, has what kind of a performance in transverse strength?
a) Good performance
b) Moderate performance
c) Poor performance
d) Did not perform
Answer
Answer: c
10. Epoxy – acrylate requires SO2 for curing.
a) True
b) False
Answer
Answer: a [Reason:] Sulphur dioxide is by nature an acidic compound. Epoxy-acrylate largely needs sulphur dioxide for its curing, needing good control of it.
Set 3
1. Which of the following is the simplest sand molding?
a) Open sand method molding
b) Bedded-in method molding
c) Turn-over method molding
d) Dry sand molding
Answer
Answer: a [Reason:] Among the following, open sand method molding is the easiest and simplest of the three green sand molding methods.
2. Which of the following is not an application of Open sand molding method?
a) Grills
b) Floor plates
c) Weights
d) Cupboards
Answer
Answer: d [Reason:] Among the listed applications of open sand molding method, making cupboards is not an application of it.
3. Which method is used if the upper surface of casting is required to be smooth?
a) Open sand method molding
b) Bedded-in method molding
c) Turn-over method molding
d) Dry sand molding
Answer
Answer: b [Reason:] If the requirement of the casting is that, its upper surface should be smooth, bedded in method should be used.
4. In bedded-in method, what shape does the upper surface of the casting have?
a) Round
b) Helical
c) Flat
d) Trapezoidal
Answer
Answer: c [Reason:] In the bedded-in molding method, the upper surface of the casting, which has to be smoothened, can be any other shape, but not flat.
5. Railing and gates is an application of which of the following molding method?
a) Open sand method molding
b) Bedded-in method molding
c) Turn-over method molding
d) Dry sand molding
Answer
Answer: a [Reason:] Castings which are simple with tops being flat, can be produced from the open sand molding method.
6. Which of the following method can be used for both solid patterns and split patterns?
a) Open sand method molding
b) Bedded-in method molding
c) Turn-over method molding
d) Dry sand molding
Answer
Answer: c [Reason:] For both the patterns to be produced, that is solid and split patterns, turn-over method of molding can be used.
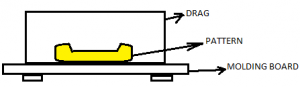
7. The following figure represents which molding method
a) Open sand method molding
b) Bedded-in method molding
c) Turn-over method molding
d) Dry sand molding
Answer
Answer: c [Reason:] The following figure represents a turn-over method of molding, where the drag flask is kept over the pattern.
8. How much is the floor sand in a typical dry sand molding mixture?
a) 30%
b) 35%
c) 40%
d) 45%
Answer
Answer: c [Reason:] In a typical dry sand molding mixture, the total content of floor sand is approximately about 40%, for making non-ferrous castings.
9. Which of the following imparts a better dimensional accuracy?
a) Open sand method molding
b) Bedded-in method molding
c) Turn-over method molding
d) Dry sand molding
Answer
Answer: d [Reason:] Among the four methods of molding mentioned here, dry sand molding offers a better accuracy in dimensions than the green sand molding types mentioned.
10. Dry sand molding is cheaper as compared to green sand molding.
a) True
b) False
Answer
Answer: b [Reason:] Dry sand molding, as compared to green sand molding is a bit expensive process, as it involves more time as well as labour.
Set 4
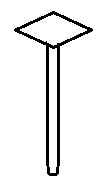
1. The following figure represents which type of chaplet?
a) Radiator chaplet
b) Stem chaplet
c) Cast chaplet
d) Sheet metal chaplet
Answer
Answer: a [Reason:] The following figure represents a radiator chaplet. This particular chaplet holds a very important duty, wherein it helps the cores by supporting them.
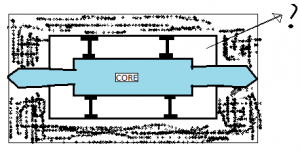
2. Name the material in place of the question mark?
a) Mold cavity
b) Core seat
c) Chaplet
d) Molding sand
Answer
Answer: a [Reason:] The material in place of the question mark is a mold cavity. Inside this mold cavity, there some place into which, while operating, the mold is kept.
3. Name the material in place of the question mark?
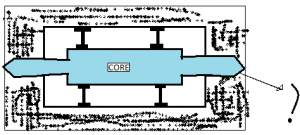
a) Mold cavity
b) Core seat
c) Chaplet
d) Molding sand
Answer
Answer: b [Reason:] The apparatus in place of the question mark is a core seat. The core seat plays a vital role in this operation. It helps in holding the core firmly.
4. Name the material in place of the question mark?
a) Mold cavity
b) Core seat
c) Chaplet
d) Molding sand
Answer
Answer: c [Reason:] In the place of the question mark, it is a chaplet, which are positioned in between mold and core surfaces.
5. Name the material in place of the question mark?
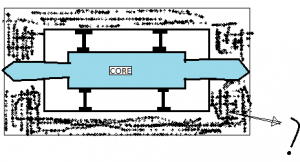
a) Mold cavity
b) Core seat
c) Chaplet
d) Molding sand
Answer
Answer: d [Reason:] The material which is in the place of the question mark is molding sand. The molding sand is an important component as, on this the entire apparatus is kept.
6. Which force is experienced by cores in the mold?
a) Shear force
b) Magnetic force
c) Buoyant force
d) Electric field force
Answer
Answer: c [Reason:] The force experienced by the cores inside the molds is buoyant force, which is the upward force exerted by a fluid. This force is available due to poured molten metal.
7. How many core prints are required to locate a core?
a) One
b) Two
c) Three
d) Four
Answer
Answer: c [Reason:] Core prints or core seats are used for the location of a core. For this, an amount of three core prints or core seats are enough to properly locate a core.
8. What is positioned between mold and core surface?
a) Chaplets
b) Molding surface
c) Core seat
d) Mold cavity
Answer
Answer: a [Reason:] Chaplets are a type of metal shape which are positioned between mold and core surface. These chaplets first melt and then they become a part of the castings.
9. When does chaplet become a part of casting?
a) After molding sand is poured
b) After molding cavity is introduced
c) After molten metal is poured
d) After core prints provide the pattern
Answer
Answer: c [Reason:] Chaplet becomes a part of casting by melting. Chaplet melts and becomes a part of it. Chaplets are a type of metal shape which are positioned between mold and core surface.
10. Big cores are set in molds by hand.
a) True
b) False
Answer
Answer: b [Reason:] Big cores are set up quite easily with the help of cranes, whereas when small cores are to be set up, they are set in molds using hand.
Set 5
1. With an increase in volume of air passed, what change is seen in the permeable number?
a) Increases
b) Decreases
c) No change occurs
d) No relation among the two
Answer
Answer: a [Reason:] With an increase in the volume of air passed, there is an increase in the permeable number, since the two have a direct relation.
2. With an increase in height of the specimen, what change is seen in the permeable number?
a) Increases
b) Decreases
c) No change occurs
d) No relation among the two
Answer
Answer: a [Reason:] With an increase in the height of the specimen, there is an increase in the permeable number, since the two have a direct relation.
3. With an increase in volume of air passed, what change is seen in the air pressure measurement?
a) Increases
b) Decreases
c) No change occurs
d) No relation among the two
Answer
Answer: a
4. With an increase in height of the specimen, what change is seen in the air pressure measurement?
a) Increases
b) Decreases
c) No change occurs
d) No relation among the two
Answer
Answer: a
5. With an increase in area of the specimen, what change is seen in the permeability number?
a) Increases
b) Decreases
c) No change occurs
d) No relation among the two
Answer
Answer: b [Reason:] With an increase in the area of the specimen, there is a decrease in the permeability number, since the two have an inverse relation.
6. With an increase in air pressure measurement of the specimen, what change is seen in the permeability number?
a) Increases
b) Decreases
c) No change occurs
d) No relation among the two
Answer
Answer: b [Reason:] With an increase in the air pressure measurement of the specimen, there is a decrease in the permeability number, since the two have an inverse relation.
7. With an increase in air pressure measurement of the specimen, what change is seen in the air pressure measurement?
a) Increases
b) Decreases
c) No change occurs
d) No relation among the two
Answer
Answer: b
8. For baking standard core sand, the specimen needs to be heated at what temperature?
a) 800°F
b) 900°F
c) 1000°F
d) 1100°F
Answer
Answer: c [Reason:] The core sand has to be baked first and brought to a comparatively high temperature. For baking standard core sand, the specimen needs to be heated at about 1000°F and above it.
9. For how long is a specimen heated in a standard core above 1000°F?
a) 8-10 minutes
b) 10-12 minutes
c) 12-14 minutes
d) 14-16 minutes
Answer
Answer: b [Reason:] The core sand has to be baked first and brought to a comparatively high temperature. A standard core sand bake has to be heated above 1000°F for about 10 to 12 minutes.
10. Core hardness test includes testing of only baked cores.
a) True
b) False
Answer
Answer: b [Reason:] In core hardness test, the hardness of both green cores as well as the baked cores are taken into consideration.